
‹
›
‹






›
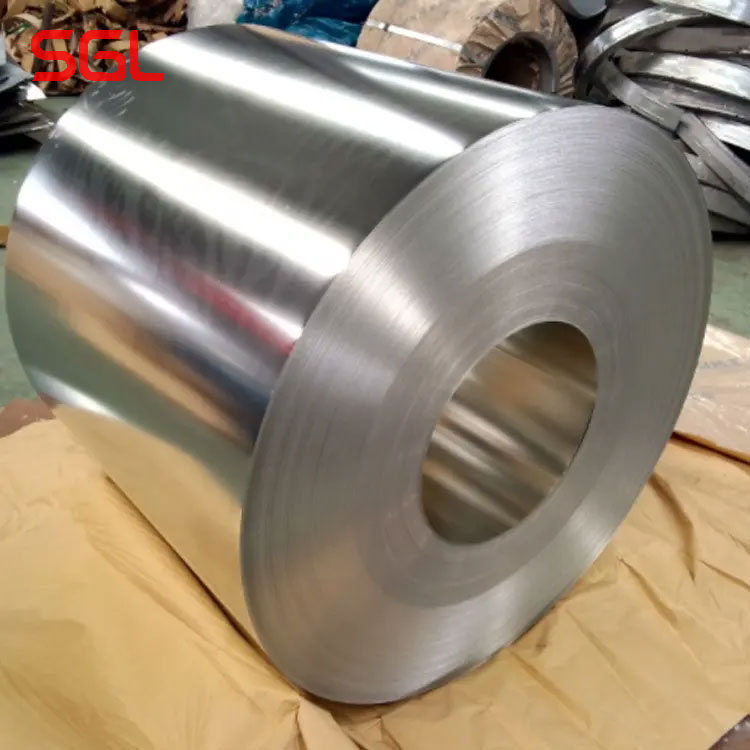
Tin-plated steel plate, commonly known as tinplate (SPTE), refers to a cold-rolled thin steel plate coated with a thin layer of metallic tin on the surface. It has certain strength and hardness, good formability and easy welding, the tin layer is non-toxic and tasteless, and the surface is bright. Tin mainly plays a role in preventing corrosion and rust. According to the production process, it is divided into hot-dip tinned steel plate and electro-tinned steel plate. Commonly used cans or beverage cans are made of tinplate.
Features and advantages of tin-plated steel sheets:
Tin-plated steel sheet is a steel product with a thin steel sheet that can be stamped as a substrate, tin-plated on its surface, and has multiple protective films (layers). It has the characteristics of corrosion resistance, non-toxic, odorless, glossy surface, light weight, high strength (compared to paper, wood, composite materials), easy to print, easy to weld and process, and strong adaptability to ambient temperature.
The main feature is that the tin plating layer has the duality of electrochemical cathodic and anodic protection, that is, the potential of the inner wall of the food can with a certain vacuum and a complex mixture (or weak acid solution) is lower than that of the base material iron. Tin is the anode, and its dissolution protects the iron. During the validity period of the food can, the dissolved amount of tin is basically harmless to the human body; while its outer wall is in the atmospheric solution, and the tin coating is in a state of cathodic protection, which has enough chemical Stability, which is unmatched by other can materials. Therefore, more than 70% of the total output of tinplate is used for food and beverage packaging. In addition, it is also used for packaging and raw materials in chemical, pharmaceutical, electromechanical, hardware, telecommunication and instrument industries.
Production method of electroplated tin sheet steel:
There are two production methods of hot-dip and electroplating. The thickness of the tin plating layer of the hot-dip method is thick and uneven, and the thickness of the coating is difficult to control. The consumption of tin is large, the efficiency is low, and its application is limited, so it is gradually eliminated. The electroplating method uses an electroplating process to uniformly plate a tin film on the steel plate substrate. It has high productivity, low cost, thin and uniform coating, and can produce different coating thicknesses. It can also be single-sided or double-sided.
The electroplating methods mainly include alkaline electroplating, sulfate electroplating, halogen electroplating and borofluoric acid electroplating.
acid plating
The acid plating method is the most common application of the Frostan type, accounting for about 70% of the total number of production lines. The current efficiency and current density of this method are high, and the operating temperature is moderate, which is easy to control. The operating line speed can reach up to about 450m/min.
The borofluoric acid plating solution in the acid method operation line has high current density capacity and cathode efficiency, and can be operated at low temperature, but the preparation of the plating solution is complicated and requires high corrosion resistance. The unit speed can reach 500m/min.
Halogen Plating
The halogen electroplating method is a horizontal operation line. The current density can reach 40~60A/dm2, the cathode efficiency is high, the operation is low temperature, the electrolyte is highly corrosive, and the unit speed can reach up to 760m/min, which is characterized by high productivity.
Alkaline Plating
The alkaline electroplating method uses sodium stannate as the electrolyte, and the current density, production speed, and current efficiency it withstands are all low, but the corrosion is average, the process is old, and there are not many online productions at present.
Production process of tinplate
The tinplate is composed of five parts, from the inside to the outside are the steel substrate, the tin-iron alloy layer, the tin layer, the oxide film and the oil film.
The production process of tinplate mainly includes processes such as tinning, reflow, cathodic passivation and oiling. The process of electroplating tin deposits a layer of metal tin on the cold-rolled plate. The reflow process makes a thin layer of tin-iron alloy layer between the cold-rolled substrate and the pure tin layer. The cathodic passivation treatment and oiling process respectively form a passive film and oil film.
Classification of tinplate:
1. Equal-thickness tinplate: cold-rolled electro-tinplate with the same amount of tin on both sides.
2. Different thickness tin plate: cold-rolled electro-tin plate with different tin plating amount on both sides.
3. First-class tinplate: electroplated tinplate that has undergone online inspection is suitable for conventional painting and printing on the entire steel plate surface under normal storage conditions, and must not have the following defects: ① pinholes that penetrate the thickness of the steel plate; ②The deviation of the thickness beyond the standard; ③Surface defects such as scars, pits, wrinkles, and rust that affect the use; ④Shape defects that affect the use.
4. Second-level tinplate: the surface quality is lower than that of the first-level tinplate. It is allowed to have small obvious surface defects or shape defects such as inclusions, wrinkles, scratches, oil stains, indentations, burrs, and burning spots. It is guaranteed that the whole steel plate can be painted and printed normally.
Tin plate production process
Tin plate is generally manufactured according to the following procedures:
1. Hot rolling: On a continuous hot-strip rolling mill, the slab is hot-rolled at a higher rolling temperature to produce sheared hot-rolled steel plates and continuous coils;
2. Pickling: The pickling line is used to remove the oxide scale on the surface of the steel strip before cold rolling. This high reduction cold rolling is required for the production of thin tinplate demanded by the market. A good pickling effect will also help to improve the surface quality and cleanliness of the steel plate to meet the needs of the subsequent tinning process;
3. Cold rolling: the pickled coil is cold rolled on a cold rolling mill to make it reach the specified thickness. In order to ensure product quality in the cold rolling process, it is important to ensure that the thickness of the cold-rolled strip is uniform, obtain good surface quality, and meet the flatness requirements. These quality characteristics will be reflected in the final product quality of tinplate;
4. Annealing: Cold rolling will make the strip steel grain structure elongate along the cold rolling direction, making the strip steel hard and brittle. However, during the annealing process, the cold-rolled steel strip is reheated and kept at a certain temperature in a reducing atmosphere for a period of time to form new non-deformed grains so that the material properties meet the specified use requirements. There are two annealing methods: bell annealing (batch annealing) and continuous;
4. Temper rolling or secondary rolling: Temper rolling or secondary rolling is usually the final processing. This rolling process can produce a slight cold work hardening phenomenon in the strip, and at the same time can increase some toughness and eliminate the yield plateau phenomenon. Moreover, cold rolling and or secondary rolling can also make the strip meet the specified surface finish requirements and improve the shape quality and flatness of the strip.












Chat Online